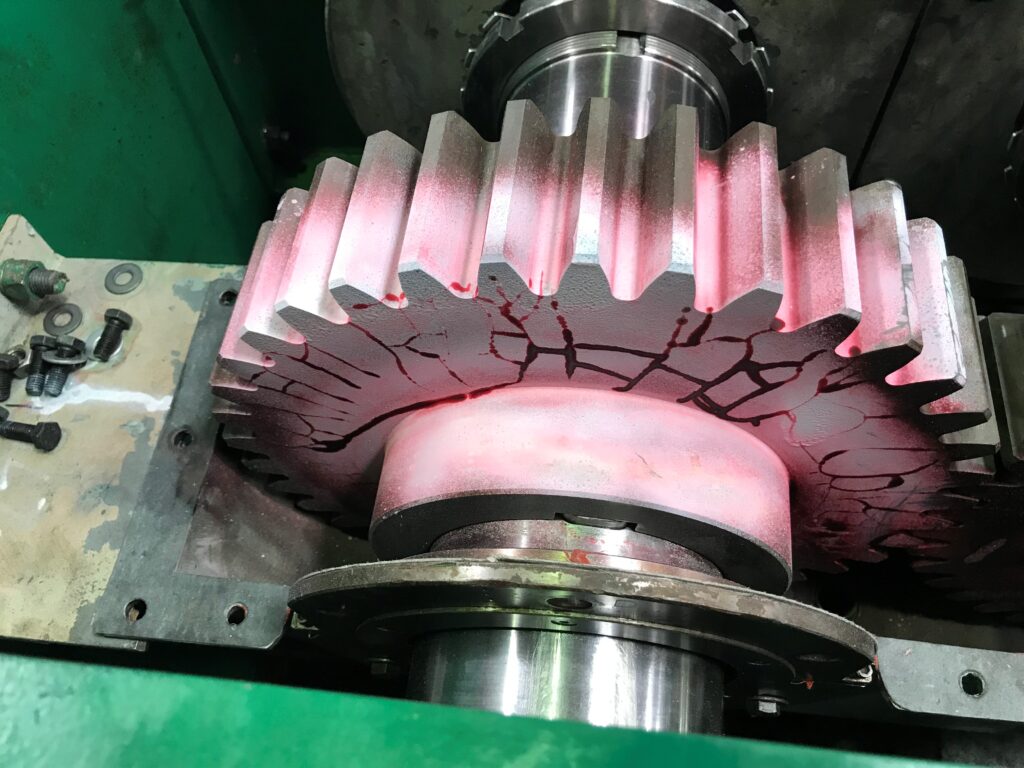
Image: Dye Penetrant Inspection of agear showing multiple indications
Dye penetrant inspection (DPI), also known as liquid penetrant inspection (LPI) or penetrant testing (PT), is a popular and low-cost NDT method used to detect surface-breaking defects in a variety of materials. While it is suitable for all metals, Magnetic Particle Inspection (MPI) is generally the preferred method for Ferrous metals and PT is used for Non-Ferrous metals and non-metals.
In this inspection method, a liquid penetrant is applied to the surface of the material being tested. The penetrant is drawn into any surface-breaking defects, such as cracks, porosity, laps, seams, and other surface flaws, by capillary action. After a period, the excess penetrant is removed, and a developer is applied to draw out any penetrant trapped in the defects, making them visible as vivid red or fluorescent indications under proper lighting conditions.
Image: PT Testing of welds in a rail car
Advantages of Dye Penetrant Inspection
High Sensitivity to Surface Defects: DPI is extremely effective at revealing surface-breaking flaws such as cracks, porosity, seams, and laps.
Simple and Economical: The process is relatively simple and does not require expensive equipment, making it cost-effective.
Versatile on Various Materials: It can be used on a wide range of non-porous materials, including metals, glass, and certain types of plastics and ceramics.
Visible Indications: The defects are visually highlighted by the dye, making them easy to see with the naked eye.
Rapid and Portable: DPI can be done quickly and on-site, as it does not require large or complex equipment.
No Safety Hazards: Unlike methods such as radiography, DPI does not involve hazardous substances or radiation.
Disadvantages of Dye Penetrant Inspection
Limited to Surface Defects: It can only detect flaws that are open to the surface and cannot identify subsurface defects.
Surface Preparation Required: The surface must be clean and free from oil, grease, water, or other contaminants for the dye to penetrate effectively.
Not Suitable for Porous Materials: DPI is not effective on porous materials as the penetrant can get trapped in the pores.
Risk of Over-Washing: Excessive washing can remove the penetrant from flaws, leading to missed defects.
Post-Cleaning Required: After inspection, the part must be thoroughly cleaned to remove the dye, which can be time-consuming.
Limited Use in Rough Surfaces: Very rough or irregular surfaces may give false indications or make interpretation of results difficult.
.
Contact Us
Contact us sending a message or give us a call to discover how we can help.